-
Home

-
Products
-
Electronics Assembly Adhesives & Inks
-
Non Conductive Adhesives
- LOCTITE 3626M | Surface Mount Adhesive
LOCTITE 3626M | Surface Mount Adhesive


- Heat-cured
- For SMD components to PCB
- Compatible with syringe and stencil print
Product Description
LOCTITE 3626M is an adhesive specifically designed to bond surface-mounted devices to printed circuit boards before wave soldering. This material provides excellent dot size and shape control, whether it is used for hand print or machine print process with a stencil. LOCTITE 3626M is also halogen-free and offers very high thermal mechanical strength, even at temperatures up to 260°C. Recommended conditions for curing are exposure to heat above
100℃, (minimum 120 seconds at 130°C or 90 secs at 150°C at the bondline).
Product Key Features
- Formulated for precise dot size and shape control.
- High Thermal Strength — Maintains strength even at temperatures as high as 260°C.
- Halogen-free formulation.
Applications
- Bonding surface-mounted devices (SMDs) to printed circuit boards (PCBs).
- Use with hand print or machine print stencil processes.
- Secure components before the wave soldering process.
Technical Specifications
| General Properties | |||||||
| Density (g) | 1.3 g/cm3 | ||||||
|
Specific Gravity
Specific Gravity
Specific gravity (SG) is the ratio of the density of a substance to the density of a reference substance; equivalently, it is the ratio of the mass of a substance to the mass of a reference substance for the same given volume. For liquids, the reference substance is almost always water (1), while for gases, it is air (1.18) at room temperature. Specific gravity is unitless. |
1.4 | ||||||
| Thermal Properties | |||||||
|
Glass Transition Temperature (Tg)
Glass Transition Temperature (Tg)
The glass transition temperature for organic adhesives is a temperature region where the polymers change from glassy and brittle to soft and rubbery. Increasing the temperature further continues the softening process as the viscosity drops too. Temperatures between the glass transition temperature and below the decomposition point of the adhesive are the best region for bonding. The glass-transition temperature Tg of a material characterizes the range of temperatures over which this glass transition occurs. |
138 °C | ||||||
|
|||||||
| Mechanical Properties | |||||||
|
|||||||
Additional Information
LOCTITE 3626M Additional Technical Information
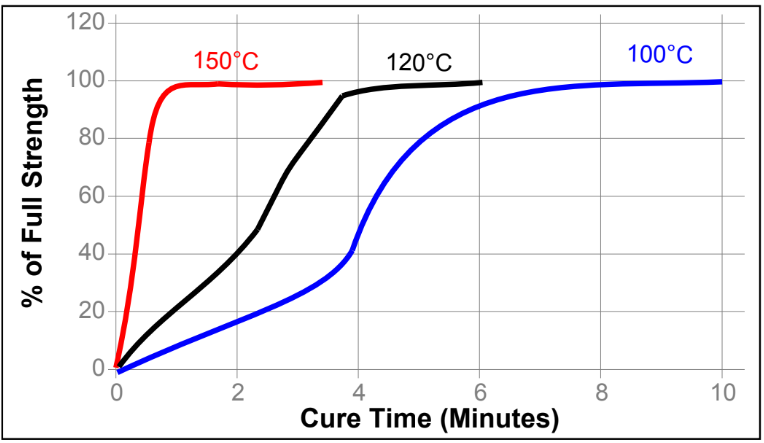
Figure 1. Cure Speed vs. Time & Temperature
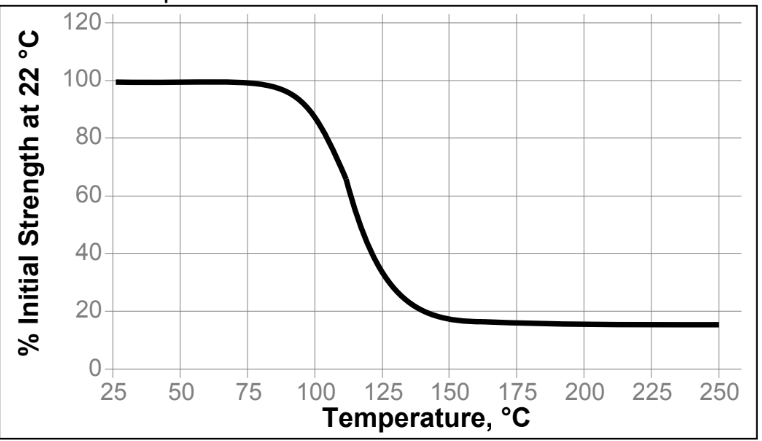
Figure 2. Hot Strength vs. Temperature
Directions for Syringe Dispense Use
- Supplied de-aerated in ready-to-use syringes for air pressure/time systems.
- Equilibration: Allow 2 to 4 hours to reach room temperature after refrigeration.
- Ensure nozzles and adapters are thoroughly cleaned to avoid cross-contamination.
- Do not leave dirty nozzles on equipment or soak in solvents for long periods.
- Dispense quantity depends on pressure, time, nozzle size, and temperature.
- Parameters vary by system; optimize accordingly.
- Temperature Control: Target 30°C to 35°C for optimum results.
- Compatible with positive displacement pump systems.
- Not recommended for pin transfer application.
- Clean uncured adhesive with isopropanol, MEK, or LOCTITE® 7360.
Directions for Stencil Print Use
- Suitable for open squeegee and enclosed systems (ProFlow®, PumpPrint®). Print speeds: 20 mm/s to 150 mm/s.
- Equilibration: Allow 2 to 4 hours to reach room temperature before use.
- Environment: Ideal conditions are 25°C and <70% RH. High humidity reduces "on stencil" life.
- At 25°C/55% RH, product remains dispensable for max 5 days of continuous operation.
- Solvent Warning: Alcohols can cure the adhesive and block apertures if left >5 mins.
- Automatic under-stencil-wipe is not recommended.
- Cured adhesive can only be removed mechanically with heat.
Typical Starting Parameters (Steel Stencil/Squeegee)
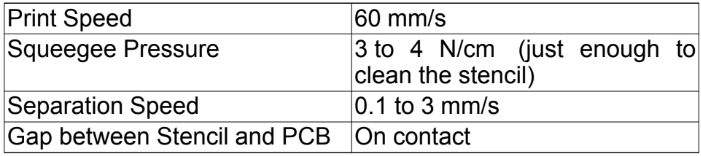
*For higher dots, Print and Flood Mode can be used. Set rear squeegee pressure to 0 kg to leave a 1-2 mm adhesive layer on the stencil.
Optimize your Chipbonding process.
Contact our technical engineers for assistance with dispensing optimization or stencil printing parameters.