-
Home

-
Products
-
Soldering Materials
-
Solder Flux
- ALPHA NF3000 Water-Soluble Flux
ALPHA NF3000 Water-Soluble Flux

- Water-soluble formulation
- Organic activating system
- Wide thermal window
Product Description
Alpha NF3000 is a water-soluble liquid soldering flux designed for the wave-soldering of printed circuit boards (PCBs). It uses an organic activating system that has a neutral pH at room temperature and becomes fully activated only at the elevated temperatures required during the soldering process. NF3000 is specifically developed to operate effectively across a wide thermal window while emitting little smoke or odor, contributing to a cleaner, safer work environment.
Product Key Features
- Water-soluble formula
- Organic activating system
- Wide thermal window
- Low smoke and odor emissions
Applications
- Wave soldering of printed circuit boards (PCBs)
Technical Specifications
| General Properties | |
| Density (g) | 0.71 g/cm3 |
|
Specific Gravity
Specific Gravity
Specific gravity (SG) is the ratio of the density of a substance to the density of a reference substance; equivalently, it is the ratio of the mass of a substance to the mass of a reference substance for the same given volume. For liquids, the reference substance is almost always water (1), while for gases, it is air (1.18) at room temperature. Specific gravity is unitless. |
0.845 |
| Thermal Properties | |
|
Flash Point
Flash Point
The flashpoint of a solvent is the lowest possible temperature at which it can vaporize to form an ignitable vapor. Flashpoint is often confused with “autoignition temperature”, which is the temperature at which a solvent ignites without an ignition source. |
13.4 °C |
Additional Information
Flux Application
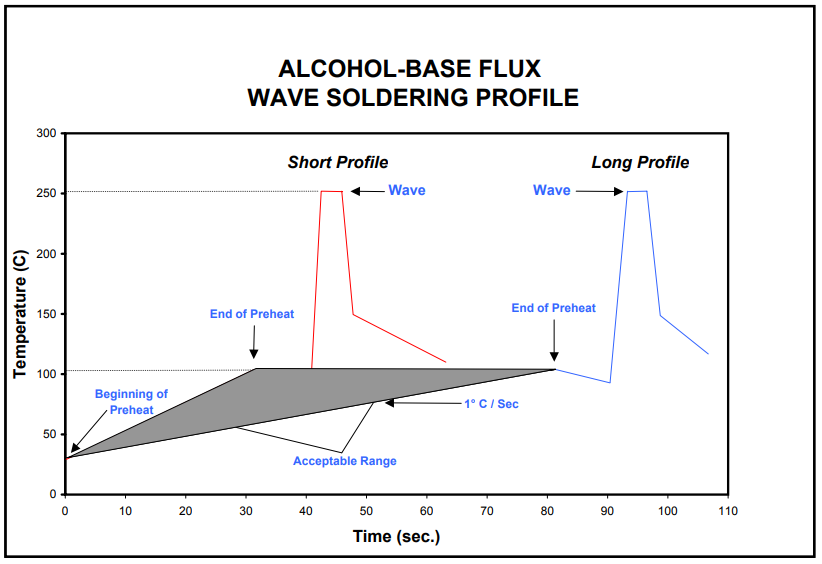
Alpha NF3000 is designed principally for application by the foam head method in wave soldering. Flux applicators and reservoirs should be plastic or titanium only. Flux coated surfaces should be preheated to provide optimum wicking and solder joint formation. A typical assembly would be preheated to between 85°C and 95°C on the topside prior to entering the wave.
The foam applicators should be supplied with compressed air which is filtered to be free of contaminant oil and water. The flux level should be maintained sufficiently above the aerator stone to produce adequate foam height. Air pressure should be adjusted to produce optimum height with foam consisting of small uniform bubbles.
During use, the specific gravity of the flux should be checked periodically with a hydrometer. Evaporated solvent should be replenished with the addition of flux thinner. For consistent soldering performance the flux should be replaced periodically. During this changeout the aerator stone should be thoroughly cleaned with flux thinner.
After soldering NF3000 residues must be removed. Removal can be accomplished by multi-zone conveyorised in-line spray systems, automated batch spray systems or multi-zone batch tank cleaning.