- Home

- Products
- Encapsulants & Underfills
- Underfills
- LOCTITE 3508NH
LOCTITE 3508NH


- Reworkable
- Reflow curable
- Improves mechanical reliability
Product Description
This product was discontinued at the end of Q2 2022. If you are looking for an alternative for this cornerbond material you can look into LOCTITE 3515.
LOCTITE 3515 has a faster curing speed than 3508NH. LOCTITE 3515 was originally designed to cure together with SnPb solder reflow profile (~245 Celsius) and 3508NH was designed for Pb free SAC solder reflow profile (~260 Celsius).
LOCTITE® 3508NH is designed to cure during Pb-free solder reflow while allowing self-alignment of IC components. It can be pre-applied to the board at the corners of the pad site using a standard SMA dispenser.
LOCTITE® 3508NH is a halogen free reworkable "Cornerbond" underfill that eliminates post reflow dispenses and cure steps while also improving mechanical reliability of handheld devices.
Cure Schedule
- Pb-free solder reflow profile @ 245°C
With all curing systems, the time required for cure depends on the rate of heating. Conditions where a hot plate or a heat sink is used are optimum for fastest cure. Cure rates depend on the mass of material to be heated and intimate contact with the heat source. Use suggested cure conditions as general guidelines. Other cure conditions may yield satisfactory results.
Technical Specifications
| General Properties | |||||||
| Specific Gravity Specific Gravity Specific gravity (SG) is the ratio of the density of a substance to the density of a reference substance; equivalently, it is the ratio of the mass of a substance to the mass of a reference substance for the same given volume. For liquids, the reference substance is almost always water (1), while for gases, it is air (1.18) at room temperature. Specific gravity is unitless. | 1.23 | ||||||
| Physical Properties | |||||||
| Viscosity Viscosity Viscosity is a measurement of a fluid’s resistance to flow. Viscosity is commonly measured in centiPoise (cP). One cP is defined as the viscosity of water and all other viscosities are derived from this base. MPa is another common unit with a 1:1 conversion to cP. A product like honey would have a much higher viscosity -around 10,000 cPs- compared to water. As a result, honey would flow much slower out of a tipped glass than water would. The viscosity of a material can be decreased with an increase in temperature in order to better suit an application | 70,000 mPa.s | ||||||
| Mechanical Properties | |||||||
| |||||||
| Thermal Properties | |||||||
| |||||||
| Glass Transition Temperature (Tg) Glass Transition Temperature (Tg) The glass transition temperature for organic adhesives is a temperature region where the polymers change from glassy and brittle to soft and rubbery. Increasing the temperature further continues the softening process as the viscosity drops too. Temperatures between the glass transition temperature and below the decomposition point of the adhesive are the best region for bonding. The glass-transition temperature Tg of a material characterizes the range of temperatures over which this glass transition occurs. | 118 °C | ||||||
Additional Information
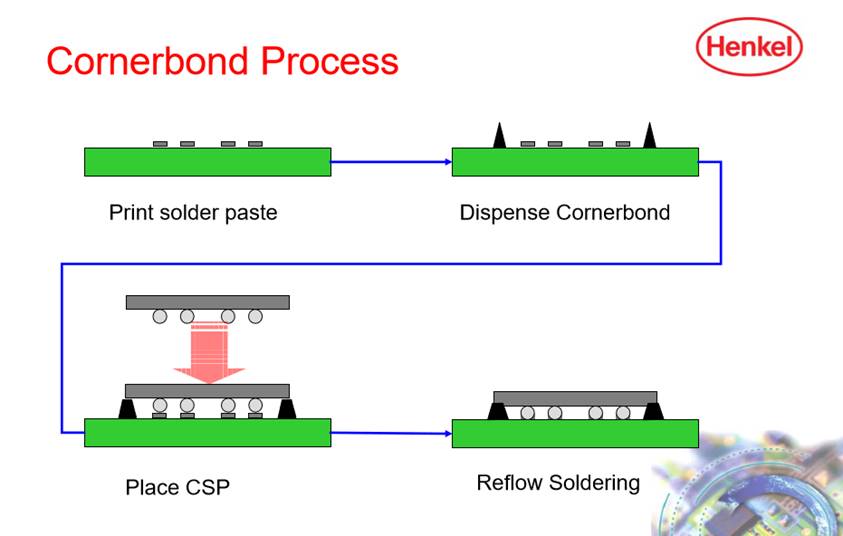
Visualization of the cornerbond process for stress relief
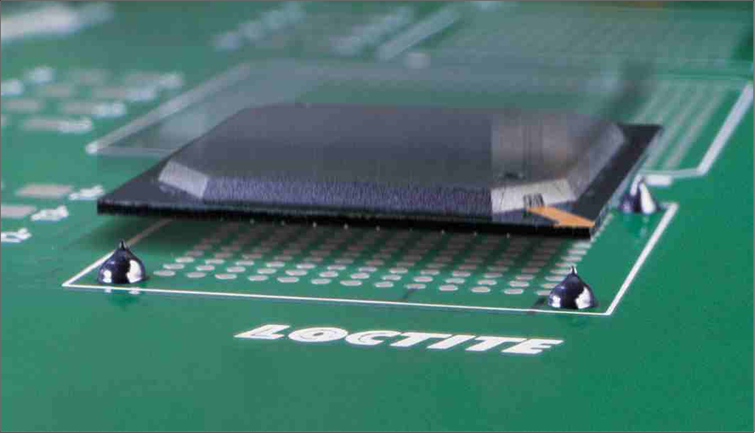
LOCTITE® 3508NH application in practice.
