- Home

- Products
- Semiconductor Mold Maintenance
- Mold Release Sprays
- CHEMLINQ MRE-C909 | Carnauba Wax Mold Release Spray
CHEMLINQ MRE-C909 | Carnauba Wax Mold Release Spray











- Alternative to MJ Gordon #909C
- Carnauba wax mold release Spray
- Compatible with Epoxy Mold Compound
Product Description
CAPLINQ's Chemlinq MRE-C909 Mold Release is a carnauba wax based, sprayable aerosol mold release agent. It contains no silicones or oils and is therefore not only compatible but complementary to epoxy molding compound and other thermoset plastic molding.
Alternative to MJGordon Permasil #909C
Chemlinq MRE-C909 is a fully REACH and RoHS compliant carnauba wax mold release aerosol spray and does not contain trichloroethane (CAS: 71-55-6) or dichloromethane (CAS: 75-09-02). It is designed for mold release of epoxy molding compounds and was specifically formulated as an alternative to MJ Gordon Permasil #909C after MJ Gordon discontinued the production of this product. MRE-C909 is literally the 9th iteration, and serves as a reminder of the 8 previous unsuccessful formulation attempts before finally formulating MRE-C909.
In order to have the best results during the production process, a thin, uniform thickness of MRE-C909 should be sprayed on the mold. The release agent has no build-up on the mold and should show a shiny surface when properly applied.
Instructions for use:
Frequently shake the container to agitate the wax which has the tendency to fall to the bottom of the can. (Note: Carnauba wax has a greater density than the solvents and propellant in the formulation)
Hold the container upright with the actuator (spray nozzle) pointing toward a red mark on the mounting cup of the valve.
Press the actuator to discharge the wax, from a distance of at least 30 cm from the mold surface, moving the container side to side.(Note: If you spray at the same spot for more than 2 sec, then you might overspray the mold surface with uneven wax)
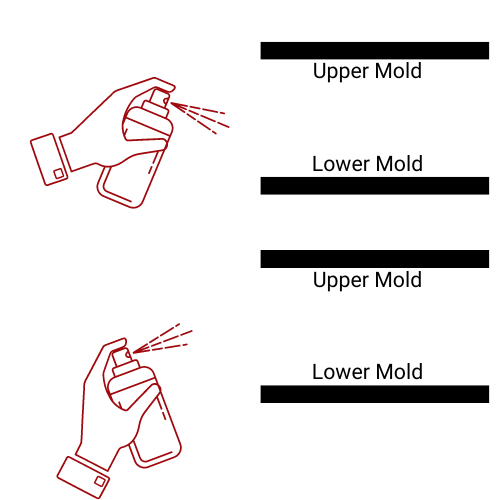
General Notes:
If the spray actuator is too close to the surface, water condensation will happen on the mold surface and will cause contamination on the molded product.
Spray distance of 30 cm will allow the evaporation of the solvent and propellant and will eliminate the condensed water vapor in the air
Technical Specifications
| General Properties | |
| Appearance Appearance Appearance at room temperature. | Milky Wax Solution |
| Auto ignition temperature | 237 °C |
| Chemistry Type | Carnauba Wax |
| Evaporation Rate | 1.5 |
| Specific Gravity 250°C | 0.69 g/cc |
| Vapor Density | 2.3 |
| Vapor Pressure | 3.8 kg/cm2 |
Additional Information
MRE-C909 development, performance and applications
Carnauba wax itself is nothing new. It is a natural wax derived from the a palm tree native to the northeastern Brazil. It is used in a wide variety of applications including automotive waxes, shoe polishes, dental floss coatings, and paper coatings. More importantly, it is used in the production of epoxy molding compounds themselves as the mold release agent.
In mold release applications, carnauba wax is used because of its excellent release properties. It creates a thin and uniform coating on the mold surface, which allows the molded material to be released easily and cleanly without sticking to the mold. Carnauba wax is also compatible with a wide range of molding materials, including thermoplastics, thermosets, rubbers, and composites.
Carnauba wax is the same natural mold release wax used in the manufacture of semiconductor epoxy molding compounds
Teflon, silicone, and oils are all used as mold release agents, but none of them is as well suited to thermoplastic mold release as carnauba wax.
There is no silicone, Teflon or oil in the MRE-C909 formulation. While Teflon and silicone may be well-suited for the release of rubber molds or to coat anti-stick surfaces, they rarely have a place when working liquid epoxy, epoxy molding compounds (EMC) and other thermoset plastic types. Most semiconductor manufacturers know this of course, and use chunks of carnauba wax to break in new epoxy molds or to release the plunger when it sticks. Carnauba wax is compatible with epoxies and generally enhances its properties along with those of most other engineering plastics.
Chemlinq MRE-C909 does not contain any chlorofluorocarbon and ozone-depleting substances. It also does not contain trichloroethane CAS No: 71-55-6 or dichloromethane CAS No: 75-09-2, making the solvent and propellant used physiologically safe as well as both REACH and RoHS compliant.
Chemlinq MRE-C909 is a non-silicone mold release agent developed specifically for both transfer molding and compression molding where thermoset plastics such as epoxies, phenolics, and melamines are used. MRE-C909 is suitable for epoxy mold compound applications which require only a thin, uniform layer of mold release for best results. Due to its dryness, MRE-C909 provides the perfect balance of release and rustproofing for the mold without leaving a greasy layer on the molded part after molding.
Tips and Troubleshooting Guidelines:
- Shake the aerosold can frequently to avoid clogging the valve. Doing so also gives better wax dispersion in solvent.
- Be sure to hold the aerosol can far enough from the surface to obtain the required spray pattern and coverage.
- While spraying, be sure to do so evenly and quickly during production. Do not overspray.
- MRE-C909 is also used to rust proof metal molds. After several mold shots and while the molds are still hot, spray a light, even layer over the surface.
Alternative for MJ Gordon Permasil #909C Carnauba Wax Aerosol Spray
Chemlinq MRE-C909 is a proven alternative to MJ Gordon #909C. CAPLINQ worked very hard developing a carnauba wax based mold release spray that, unlike MJ Gordon’s #909C, is fully REACH and RoHS compliant. With final phase of REACH being introduced in 2018, it was imperative that our European clients found and qualified a carnauba was mold release spray that they could use after REACH was fully implemented.

Just like MJ Gordon’s #909C it’s an aerosolized solution of carnauba wax suspended in a solvent and using a propellant. Unlike the MJ Gordon #909C, both the solvent and the propellant are REACH and RoHS-compliant. As a carnauba-wax based release agent it has excellent compatibility and great release properties. However, a small downside of using a REACH and RoHS-compliant solvent and propellant is that it is unfortunately flammable.
Evaluation of mold release products
Four (4) “non-silicone” candidates were evaluated alongside the benchmark MJ Gordon #909C
Semiconductor Grade Epoxy Molding Compound was molded with 5 different “non-silicone” based release agents:
- “Non-silicone” candidate 1
- "Non-silicone” candidate 2
- “Non-silicone” candidate 3
- MJGordon’s #909C mold release available
- CAPLINQ Chemlinq™ MRE-C909
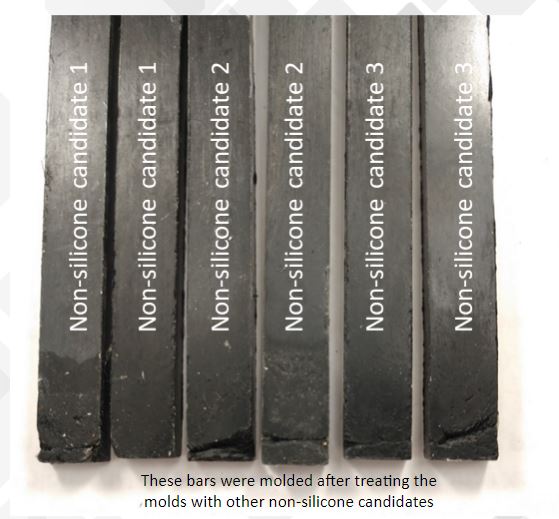
Results with the first three candidates
Many mold release types are INCOMPATIBLE with Epoxy Molding Compound (EMC)
Results with other mold release agents:
- Did not dry during the molding cycle
- Caused increased sticking in the mold
- Poor molded part quality
- Visual defects in molded bars were observed
- Offensive to operator; burning eyes, irritation
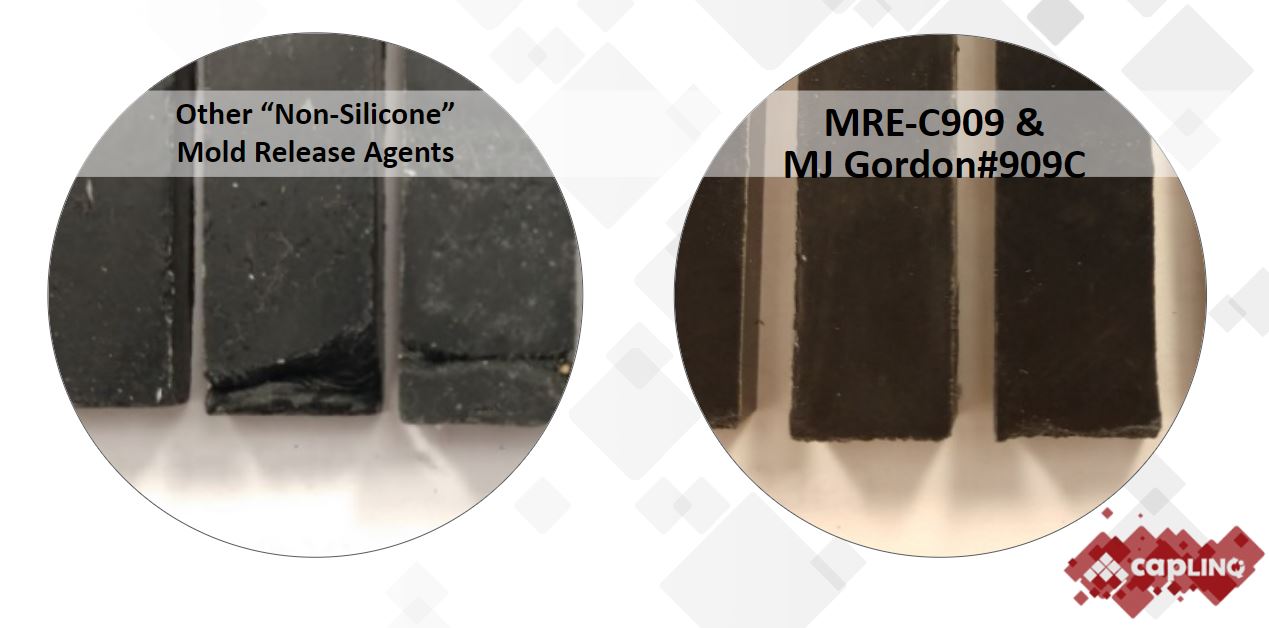
These bars were molded after treating the molds with other non-silicone candidates

Results with CAPLINQ MRE-C909 & MJ Gordon Permasil #909C
Mold results with MRE-C909 were identical as those with MJ Gordon #909C
Results with CAPLINQ Chemlinq™ MRE-C909
- Processed equally well as MJ Gordon #909C
- No sticking
- No irritation to the operator
- Very good release properties
These bars were molded after treating the molds with MRE-C909 and Gordon’s Carnauba spray release.
Not all “Non-Silicone” carnauba mold release products are the same
Of all the carnauba wax candidates tested, only the MRE-C909 gave the same excellent results as the MJ Gordon #909C
These bars were molded after treating the molds with other non-silicone candidates
These bars were molded after treating the molds with MRE-C909 and Gordon’s Carnauba spray release.
Test Results on Epoxy Molding Compound
There was a clear difference between other "non-silicone" carnauba wax epoxy mold compound release products and the MRE-C909. Only the MRE-C909 worked like a true alternative to the MJ Gordon Persmasil #909C
Current Commercial Applications:
- Replaces all previous applications where MJ Gordon Permasil #909C was used
- Epoxy Molding Compound Mold Release: active semiconductors (ICs, TQFPs, BGAs, etc.)
- Epoxy Molding Compound Mold Release: passive semiconductors (resistors, capacitors)
- Epoxy Molding Compound Mold Release: optoelectronics (LED, optocouplers, etc.)
- New mold break-In for epoxy molding compounds
- Also used for other thermoset plastics including epoxies, polysters and polyurethanes
Why is there a red dot on the CHEMLINQ MRE-C909 can?
The red dot on spray cans is typically a "spray-through" indicator that helps to ensure the can's nozzle is properly aligned with the valve stem before use.
When the MRE-C909 spray cans are manufactured, a small red dot is placed on the nozzle of the can. This dot indicates the exact position of the valve stem, which is where the pressurized contents of the can are released when the nozzle is pressed down. The dot is intended to help users align the nozzle with the valve stem, ensuring that the spray can is being used correctly and efficiently.
By pressing the nozzle down until the red dot disappears, users can be sure that they are pressing the nozzle in the correct location, allowing the contents of the can to be dispensed properly. This helps to prevent wasted product and ensures that the spray can is being used safely and effectively.
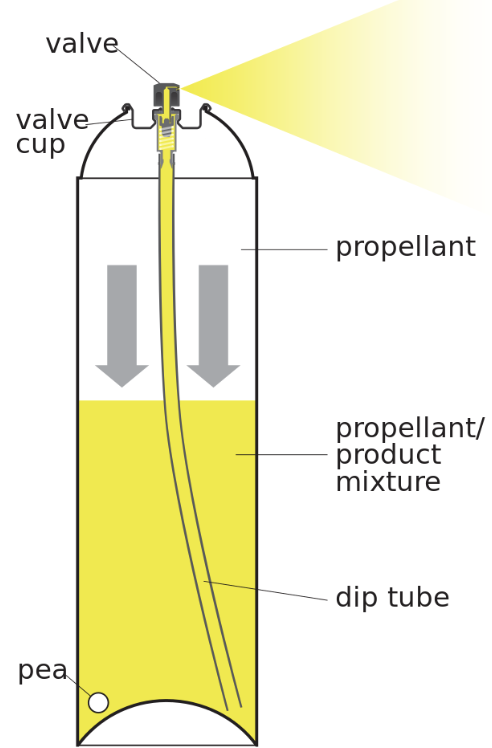
I hear a metal "pea" inside the MJGordon #909C can. What is that?
The metal ball inside the MJ Gordon #909C spray can is called an "agitator" or "mixing ball". It is made of stainless steel and is designed to help mix the carnauba wax and solvent together before use.
When the MJ Gordon #909C spray cans are manufactured, the contents are stored under pressure in a container that is partially filled with the carnauba wax and solvent. To ensure that these contents are properly mixed, an agitator or mixing ball is added to the can. When the can is shaken, the agitator moves around inside, helping to mix the carnauba wax and solvent together ensuring that they are properly blended.
This was particularly important for the MJ Gordon #909C as it would otherwise have a tendency to separate or settle over time. By using an agitator or mixing ball, the spray cans ensure that the contents are evenly mixed and ready to use when the can is used. Note that this is not unique to MJ Gordon spray cans, as other aerosols often also use an agitator, but it is the combination of solvent, propellant and product mixture that determines whether an agitator is necessary.
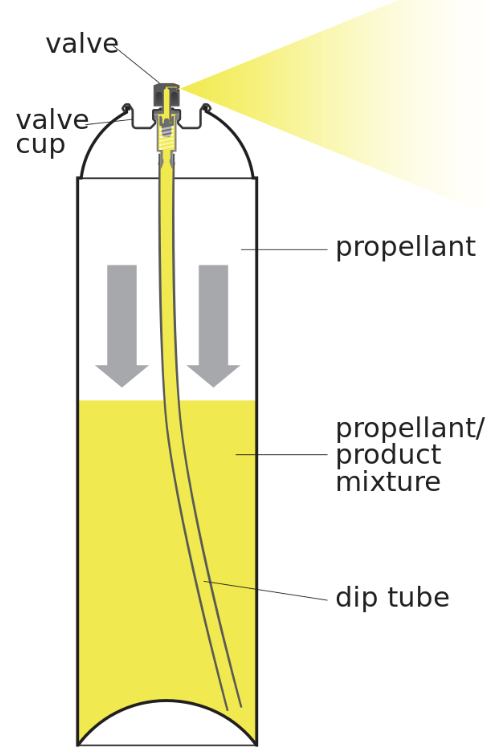
Why is there no "metal pea" / agitator in the MRE-C909 can?
The CHEMLINQ MRE-C909 uses a completely different solvent, propellant and product mixture to ensure proper homogeneity. Many, many different combinations and formulations were developed and tested with the goal to have the same delivery of carnauba wax when used, while using a formulation that is REACH and RoHs compliant and does not require an agitator.
MJ Gordon #909C contained ingredients that made it not REACH/RoHs compliant.
In addition to needing an agitator to mix the solvent, propellant, and product effectively, the mixture also had ingredients that didn't meet the rules set by REACH and RoHS. To tackle these problems, we created MRE-C909 right from the start to make sure it follows all the necessary regulations without requiring an agitator.
Will CAPLINQ add the metal pea / agitator to the MRE-C909 can?
Introducing the metal ball / pea to the can would be a change to our process. This change process would require us to inform all of our customers of the change and they would also need to approve the process change notification. As such, we have no plans to introduce the metal ball / pea to our production process.
We have hundreds of customers for this product and each one of them qualified this product without the metal ball / pea. As this was thoroughly tested prior to launch, no customers have complained of product homogeneity and no process change is planned.
There is no alternative for this product, but rather this product is an alternative to MJ Gordon Permasil #909CAlternatives
Troubleshooting
Defect Description Try the following Blistering, heavy section
Thick Flash
Porosity (not filled out in every section)
Mold sticking
Dull surface
Orange peel (rough, pimply surface)
Pitted surface
Clouded or segregated surface.
Dimpled surface
Warped piece
Cracking after molding
Poor electrical properties
Weak Mechanically
Pimpling
Burn Marks
Material Compatibility
Material
SOLVENT BASED
NON-FLAMMABLE
WATER BASED
NON-FLAMMABLE
SOLVENT BASED
FLAMMABLE ABS Acetal Acrylic Epoxy PEI PET Polycarbonate Polethylene Polypropylene PPO PPS SBR Rubber *A - Material Property Retention of 90-100+% .......................Highly Compatible *B - Material Property Retention of 80-89+% ........................Moderately Compatible *C - Material Property Retention of Less than 80% ................Not Compatible 1. The products herein are for industrial use only; suggestions for use are made without warranty expressed or implied 2. These data are intended as a guide; specific applicability must be ascertained through product testing within particular manufacturing conditions and parameters. 3. Prior to use ALL LABEL WARNINGS as well as those within the Safety Data Sheet (SDS) must be read and understood. 4. The testing was completed at an independent ISO 9002 certified laboratory. 5. Additional Test Data as well as methodology available upon request.